Bomba neumática de polvo


- Gaotian
- Llevar a la fuerza
- 15 días
- 1500
La bomba neumática de polvo cuenta con numerosas ventajas que la convierten en la opción preferida para operaciones de transferencia de fluidos. Su capacidad para manejar productos químicos corrosivos, disolventes volátiles, fluidos viscosos y sustancias sensibles al corte con facilidad garantiza versatilidad en diversos entornos industriales. Además, su capacidad para transferir agua sucia, lodos abrasivos, sólidos más pequeños, cremas, geles y aceites resalta su adaptabilidad a diversas aplicaciones. Además, su funcionamiento neumático mejora la seguridad y la eficiencia, lo que lo hace adecuado para industrias como la de procesamiento químico, farmacéutica, de alimentos y bebidas y de tratamiento de aguas residuales. Con la confiabilidad y la versatilidad como puntos fuertes clave, la bomba neumática de polvo se destaca como una solución confiable para las necesidades de transferencia de fluidos en numerosos sectores industriales.
Neumática Polvo Bomba descripción
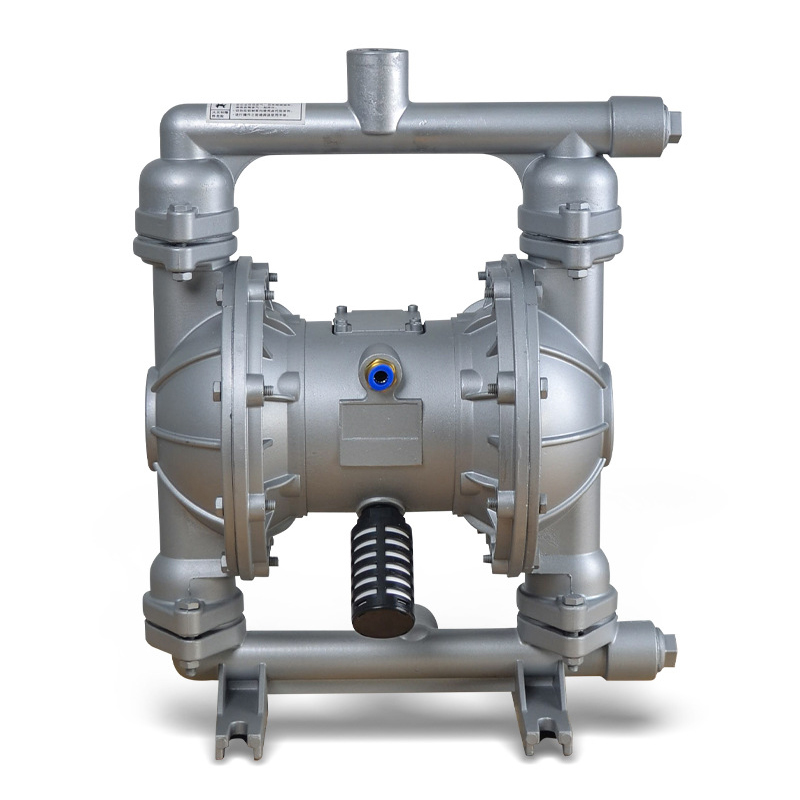
La bomba neumática de polvo, también conocida como una bomba de diafragma , funciona utilizando el movimiento alternativo de varilla de dos flexibles diafragmas montados en un eje compartido para mover el fluido. Este diseño innovador de bomba, representado en la Figura 1, ofrece numerosas ventajas y es ampliamente utilizado en varias industrias.
El mecanismo de una bomba neumática de polvo se basa en el movimiento oscilante de los diafragmas, que son impulsados por aire comprimido. A diferencia del directo bombas de diafragma de impulsión, la bomba neumática de polvo emplea un sofisticado sistema de distribución de aire que dirige el aire comprimido alternativamente a dos cámaras de aire situadas en lados opuestos de los diafragmas. Este proceso crea un movimiento sincronizado de los diafragmas, lo que resulta en la transferencia eficiente de fluidos.
Una de las características clave de la bomba neumática de polvo es su versatilidad y adaptabilidad. Esta bomba puede manejar una amplia gama de fluidos, incluye sustancias viscosas y abrasivas, lo que lo hace adecuado para diversas aplicaciones en industrias tales como el procesamiento químico, farmacéutico, alimentos y bebidas, y tratamiento de aguas residuales. Su capacidad para manejar eficazmente fluidos difíciles lo distingue como una solución de bombeo confiable y eficiente.
Además,, la bomba neumática de polvo ofrece beneficios de seguridad inherentes. Al utilizar aire comprimido como fuerza impulsora, elimina la necesidad de energía eléctrica. energía cerca del fluido que se bombea, reduciendo el riesgo de chispas y los peligros potenciales en entornos donde hay materiales inflamables o explosivos. Esto lo convierte en la opción preferida para aplicaciones que requieren cumplimiento de protocolos de seguridad estrictos.
El diseño de la bomba neumática de polvo también garantiza una pulsación mínima y una transferencia de fluido suave, contribuyendo a mejorar la estabilidad del proceso y la calidad del producto. Además , su construcción robusta y piezas movibles mínimas resultan en requisitos de mantenimiento reducidos y una durabilidad aumentada, proporcionando ahorro de costos y fiabilidad a largo plazo.
En resumen,, la bomba neumática de polvo, con su diseño exclusivo de diafragma doble y funcionamiento impulsado por aire, ofrece una seguridad, versátil, y eficiente solución para la transferencia de fluidos en una amplia gama de aplicaciones industriales. Su capacidad para manejar fluidos difíciles, minimiza la pulsación, y garantiza la seguridad operacional lo convierte en un activo valioso para varias industrias que buscan soluciones de bombeo fiables y de alto rendimiento.
Aplicación neumática polvo bomba
La bomba neumática de polvo es adecuada para una gama diversa de aplicaciones debido a su capacidad para manejar diversos fluidos y sustancias. Su aplicación el alcance incluye la transferencia de productos químicos corrosivos, solventes volátiles, fluidos viscosos y pegajosos, alimentos sensibles al corte y productos farmacéuticos, así como agua sucia, lechada abrasiva, sólidos más pequeños, cremas, geles, y aceites. Esta versatilidad la convierte en una solución de bombeo ideal para industrias como el procesamiento químico, farmacéutico, alimentos y bebidas, tratamiento de aguas residuales, y muchos otros. La bomba's capacidad de eficientemente y transferir con seguridad una amplia serie de sustancias muestra su adaptabilidad y confiabilidad en diferentes entornos industriales, lo que lo convierte en un activo valioso para operaciones de transferencia de fluidos.
Neumática Polvo Bomba sección dibujo